









Стыковая сварка пластиковых труб
Пластиковые трубы - один из самых востребованных материалов в современном строительстве. Благодаря уникальным свойствам они идеальны для создания трубопроводов, предназначенных для транспортировки воды, газообразных веществ, различного топлива и жидкостей. Эластичность, малый вес и легкая обработка - все это облегчает процесс монтажа коммуникаций. При этом главную роль в их укладке играет не только сам материал, но и технология крепления элементов между собой.
Стыковая сварка - наиболее популярный, надежный и недорогой способ монолитного соединения пэ труб. Прогрессивная и высокопроизводительная методика позволяет легко монтировать коммуникации любой конфигурации и степени сложности. Конструкции, созданные по такой технологии, отличаются безупречным качеством, высокой прочностью и стабильностью соединений.
Сварка труб встык - технология и нюансы
 Технически стыковая сварка пластиковых труб - это одновременно простой и сложный процесс. С одной стороны, он требует специального оборудования и квалификации, с другой стороны - его методика отработана до малейших подробностей, что упрощает монтаж пластиковых труб без сварки и в определенных ситуациях позволяет выполнить работы самостоятельно.
Технически стыковая сварка пластиковых труб - это одновременно простой и сложный процесс. С одной стороны, он требует специального оборудования и квалификации, с другой стороны - его методика отработана до малейших подробностей, что упрощает монтаж пластиковых труб без сварки и в определенных ситуациях позволяет выполнить работы самостоятельно.
Суть стыковой сварки пэ труб заключена в следующем. Торцы скрепляемых заготовок нагреваются до вязкого (расплавленного) состояния при помощи специального оборудования. После этого соответствующие элементы максимально быстро состыковываются между собой. Результатом процесса сварки становится сеть пластиковых труб заданной конфигурации с монолитными и высокопрочными швами.
Расчетные нормативы продолжительности нагрева, необходимых усилий для соединения и времени охлаждения готового изделия зависят от диаметра и толщины стенок заготовок. Инструкция, учитывающие все эти требования, создается производителями устройств для сварки пластиковых труб конкретно для каждого вида оборудования.
В общем виде сварка пэ труб может быть описана следующим образом:
- Непосредственно перед началом процесса выполняется обрезка, очищение и обезжиривание стыков элементов.
- Детали монтируются и позиционируются в удерживающее устройство, после чего фиксируются в специальных зажимах.
- Выполняется разводка скрепляемых заготовок на расстояние, необходимое для подвода нагревательного механизма.
- Осуществляется контроль точности совпадения стыкуемых элементов. По отзывам опытных мастеров, на данном этапе сварки особенно важно проверить величину зазоров пластиковых труб.
- Подводится нагреватель и осуществляется сварка пластиковых труб видео - под давлением, соответствующим площади их поверхности.
- Через определенный промежуток времени, указанный в инструкции, механизм для нагрева удаляется. Это делается предельно аккуратно и быстро.
- Расплавленные торцы вдавливаются один в один и фиксируются в таком положении до полного застывания. Материал обеих труб взаимопроникает друг в друга и формирует единую коммуникацию.
На этом работа по сварке пластиковых труб для водопровода или любой другой конструкции считается законченной. В итоге должен получиться монолитный, равномерный и симметричный стык. Если он имеет дефекты и не соответствует требованиям, значит в процессе были допущены ошибки.
Контроль качества шва позволяет выявить брак сразу. В большинстве случаев погрешности определяются визуально. Как правило, это обугленный полипропилен или чрезмерно блестящая поверхность шва. Попадание грязи, неправильное охлаждение, перегрев соединения, нарушение центровки осей предполагают переделку сварки.
Стыковая сварка пластиковых труб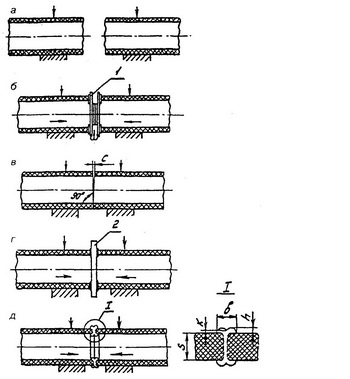
Соблюдение всех нюансов технологии играет главную роль в обеспечении надежности соединений труб, созданных стыковой сваркой. Если придерживаться всех установленных требований, качество швов ни в чем не будет уступать электромуфтовым аналогам.
При сварке пнд деталей в зоне контакта нагревательного элемента и торцов формируется разогретая среда, состоящая из расплавленных полимеров. Соответственно, адгезия и пластичность материала на стыках увеличиваются в несколько раз, благодаря чему можно создавать швы на уровне молекулярной решетки. По оценкам экспертов, прочность таких стыков в разы больше, чем прочность самой трубы.
Преимущества стыковой сварки полипропиленовых труб
- Производительность
Современные агрегаты позволяют осуществлять стыковую сварку пэ труб в кратчайшие сроки. С их помощью можно строить коммуникации из элементов разного диаметра и разных видов полимера. - Надежность
Применяемая технология обеспечивает настолько качественное скрепление, что характеристики созданных швов превосходят показатели основной части трубы. - Универсальность
Монтаж посредством стыковой сварки считается наиболее универсальным и эффективным, поскольку сохраняет присущую пнд трубам гибкость. Благодаря этому можно прокладывать коммуникации любым способом - традиционным, бестраншейным или открытым. - Автоматизация процесса
Помогает избавиться от большого количества рабочего персонала и тяжелой техники, чем оптимизирует и ускоряет работы. В зависимости от сложности процесса, для соединения необходим лишь агрегат и команда максимум из 2 человек. - Экономия
Стыковая сварка позволяет монтировать полиэтиленовые трубы легко, быстро и при минимуме трудовых ресурсов. Особенно это касается элементов длинного типоразмера, у которых необходимость создания соединений сокращается в 50-100 раз. Соответственно, снижается стоимость готовых коммуникаций.
Правила стыковой сварки пнд труб
Несмотря на отточенность используемой технологии, стыковая сварка труб предусматривает определенные ограничения, а, следовательно, и соблюдение следующих правил:
- Применяется только для соединения заготовок одного диаметра и марки полимера;
- Производится на ровных и высокопрочных основаниях, например, асфальтовых, деревянных или железобетонных плоскостях;
- Затруднительна, а потому нежелательна для проведения в стесненных условиях;
- В начале работ проводится пробный пуск нагревателя для удаления с рабочей поверхности грязи, пыли;
- Осуществляется только при наличии возможности свободно перемещать как минимум одну заготовку.
Аппарат для стыковой сварки труб
 Линейки аппаратов стыковой сварки, представленные ведущими зарубежными и отечественными производителями, позволяют удовлетворить профессиональные запросы любых компаний и частных пользователей, чьи интересы включают создание и ремонт трубопроводов. Предлагаются как дорогостоящие узкоспециализированные установки, так и доступное многофункциональное оборудование.
Линейки аппаратов стыковой сварки, представленные ведущими зарубежными и отечественными производителями, позволяют удовлетворить профессиональные запросы любых компаний и частных пользователей, чьи интересы включают создание и ремонт трубопроводов. Предлагаются как дорогостоящие узкоспециализированные установки, так и доступное многофункциональное оборудование.
В основе работы всех машин стыковой сварки труб лежит единый принцип. Специальный механизм обеспечивает нагревание торцов заготовок до определенного уровня плавления. Вспомогательные устройства осуществляют их плотное прижимание и удержание до абсолютного застывания (полного охлаждения).
Виды аппаратов для стыковой сварки пэ труб
По типу привода эти агрегаты классифицируются на два основных класса: механические и гидравлические.
1. Сварочные аппараты с механическим приводом
Устройства приводятся в движение посредством мускульной силы рабочего при помощи винта или рычага. Поэтому машины данного класса используются для стыковой сварки труб небольшого диаметра (до 160 мм). Как правило, это малонапорные и безнапорные коммуникации. Агрегаты этой категории характеризуются невозможностью автоматизации процесса.
Их главные преимущества - надежность, малый вес и относительно невысокая стоимость. Это идеальный вариант, когда нужно провести разовые работы незначительного объема и собрать коммуникации со стандартными эксплуатационными требованиями.
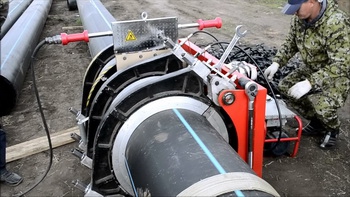
2. Сварочные аппараты с гидравлическим приводом
 В отличие от механических собратьев, данная техника требует минимального участия оператора в сварочном процессе и обеспечивает превосходное качество соединений. Такие аппараты применяют для стыковой сварки труб пэ с диаметром от 160 мм. Все они долговечны, имеют разную степень автоматизации, достаточно высокую стоимость и широкий функционал.
В отличие от механических собратьев, данная техника требует минимального участия оператора в сварочном процессе и обеспечивает превосходное качество соединений. Такие аппараты применяют для стыковой сварки труб пэ с диаметром от 160 мм. Все они долговечны, имеют разную степень автоматизации, достаточно высокую стоимость и широкий функционал.
По степени автоматизации гидравлические стыковые установки разделяются на три категории:
- Ручные
Используются, когда необходимо проложить и установить трубопроводные коммуникации среднего и низкого давления. Управление температурой нагревания и гидравликой осуществляется вручную. Оператор выбирает и задает параметры, руководствуясь специальными таблицами. - Полуавтоматические
Агрегаты с электронной системой управления. Применяются для монтажа сетей из труб со средним или большим диаметром. В процессе сварки электронный модуль управления регистрирует информацию и сверяет ее с параметрами программы. По окончанию работы выдается протокол. - Автоматические
Самый современный и высокотехнологичный класс аппаратов для стыковой сварки труб. Весь процесс осуществляется в автоматическом режиме. Электронный модуль управляет всеми этапами, регистрирует сбои, указывает на ошибки. Оператор только вводит необходимую информацию, после чего агрегат сам выбирает наилучший режим работы в данных условиях.