









Сварочные аппараты для ПЭ труб
Полиэтиленовые трубы – высокотехнологичный, комфортный и надежный материал для монтажа различных коммуникаций. Системы из пластика отличаются долгим сроком эксплуатации, малым весом и легкой установкой. Важным преимуществом является экологическая безопасность, стойкость к воздействию химикатов и коррозии, позволяющая использовать их для монтажа питьевых трубопроводов.
Для соединения конструкций между собой применяются разные технологии: сварка, обжим муфтами и склеивание. Первая методика считается самой надежной и долговечной. Для ее выполнения используется специальное оборудование, а именно – сварочные агрегаты. В продаже представлены сотни приборов для монтажа полиэтиленовых труб. Чтобы правильно выбрать аппарат, необходимо учитывать следующие параметры:
- сфера применения;
- условия эксплуатации;
- требуемое качество пайки труб;
- мощность устройства;
- габаритные размеры;
- время разогрева;
- комплект сменных насадок.
Один из приоритетных критериев выбора – способ пайки. Существует несколько технологий, различных по особенностям процесса соединения. Самые популярные из них: стыковая, электромуфтовая и раструбная. Для применения любой методики требуется профильное оборудование для сварки полиэтиленовых труб, от которого зависит качество и долговечность швов. Далее подробно рассмотрена специфика каждого способа пайки и вида устройств.
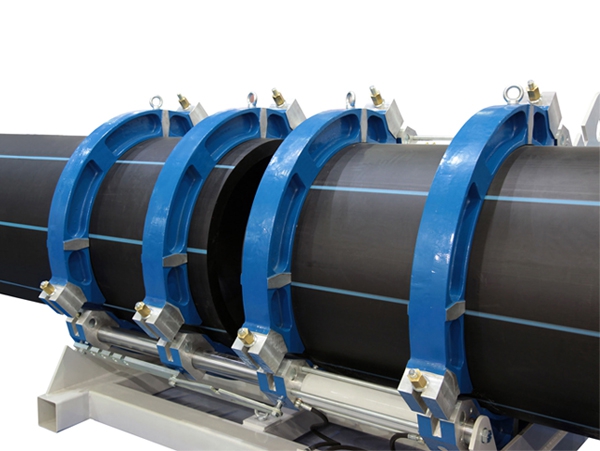
Аппараты для стыковой сварки ПЭ труб

Стыковочная технология соединения считается экономичной и передовой, поскольку позволяет быстро конструировать трубопроводы любой конфигурации и сложности. Применяется для пайки коммуникаций одинаковой толщины с диаметром выше 50 мм. Для ее выполнения требуется агрегат стыковой сварки и два специалиста. Оборудование необходимо для того, чтобы расплавить концы труб и обеспечить их взаимопроникновение.
Схематично процесс выглядит следующим образом:
- трубы нарезаются на заготовки необходимого размера, их концы выравниваются, зачищаются от грязи и обезжириваются;
- прибор для стыковой сварки прогревается до требуемой температуры;
- торцы труб размещаются на зажимах и нагреваются до расплавленного состояния;
- инструмент убирается, срезы коммуникаций соединяются между собой под давлением, формируя прочный финишный шов;
- после остывания материалов обрезки торцов удаляются при помощи электрического торцевателя.
Агрегаты для стыковой сварки пластиковых труб классифицируются на ручные, полуавтоматические и автоматические. Ручной инструментарий используется для работы с конструкциями небольшого диаметра. Все процессы осуществляются посредством нагревания оборудования и прилагаемых усилий специалиста. Инструментальный контроль операций не выполняется. Для определения параметров сварки используются таблицы.
Техника полуавтоматического типа востребована для установки трубопроводов большого и среднего диаметров. Для нее характерна усовершенствованная конструкция и расширенный функционал, существенно облегчающий человеческий труд и обеспечивающий более высокое качество шва, чем у ручных аналогов. Для фиксации торцов применяется гидравлический центратор, выставление параметров осуществляется вручную.
Автоматизированный аппарат для сварки полиэтиленовых труб представляет собой передовой инструмент, управляемый компьютером. Специалист только осуществляет ввод параметров – материала, диаметра и других критериев конструкций, после чего установка самостоятельно выбирает технологию. Работы выполняются без участия человека, что служит гарантией исключительного качества и полной безопасности.
Главные преимущества аппаратов для стыковой сварки полиэтиленовых труб
- Универсальность. Достаточно купить один прибор для работы с коммуникациями разного диаметра;
- Высокая прочность швов. Место соединения становится таким же твердым, как и сами исходные заготовки;
- Несложный монтаж с минимальными временными тратами. Не требует специфических знаний и выполняется оперативно;
- Низкое энергопотребление. Всем видам такой техники присуща высокая производительность и экономичный расход энергии.
Аппараты для электромуфтовой сварки ПЭ труб

Данный метод востребован для спаивания полимерных коммуникаций диаметром от 20 и до 800 мм. Его главная особенность – в возможности соединять трубопроводы разного размера и толщины, а также осуществлять сложную трассировку конструкций в соответствии с проектом. Сама технология никак не влияет на прочность и гибкость материалов, поэтому созданные системы соответствуют всем нормативам и способны полноценно работать в любых условиях.
Стоимость электромуфтовых аппаратов для сварки полиэтиленовых труб намного выше, чем стыковых. Это обусловлено особенностью конструкции, предусматривающей применение дорогих фитингов с элементами для нагрева. Однако и у них есть свои преимущества, среди которых:
- качественное соединение тонкостенных трубопроводов (толщина меньше 4 мм);
- комфортная работа в ограниченных или экстремальных условиях, где нельзя использовать стыковую пайку;
- простая эксплуатация, не требующая высокой квалификации;
- применение в диапазоне температур от -20ºС до +50ºС;
- широкая вариативность в создании узловых развязок, врезок и угловых соединений.
Сварочные аппараты электромуфтового типа комплектуются металлическими спиральными нагревателями, расплавляющими полиэтилен под воздействием напряжения. Перед выполнением пайки торцы коммуникаций обязательно зачищают, удаляют с них всю оксидную накипь и обезжиривают. Далее монтируют фитинг на рабочие основания, центрируют конструкцию, осуществляют ее нагревание и фиксацию соединения.
После расплавления материал муфты и полимер взаимно проникают друг в друга, формируя прочное герметичное соединение. Муфтовые агрегаты чаще всего используют для сборки длинных трубопроводов, в местах сейсмической активности и ограниченных пространствах, где невозможно выполнить стыковую пайку. Вся электротехника данного типа различается между собой по двум основным показателям:
- категория и диаметр фитингов
Разновидность муфты определяется расположением спирального нагревателя. Спирали могут быть открытого, частично утопленного или закрытого типа. Большие фитинги используются вместе с прижимными элементами, предназначенными для коррекции торцов, поврежденных при нарезании; - пакет опций для контроля за процедурой
Зависит от типа управления сварочного аппарата – ручное или автоматизированное. В первом случае специалист заносит нужные параметры вручную. Автоматизированная техника комплектуется сканером, распознающим штриховой код муфты и передающим информацию на микропроцессор. После этого устройство определяет режим работы и отображает ключевые показатели на мониторе (силу тока, температуру, размер напряжения и время операции).
Аппараты для раструбной сварки ПЭ труб

Пайка полиэтиленовых коммуникаций в раструб – надежная и простая, но наименее популярная технология. Такая востребованность объяснима тем, что ее используют только для установки внутренних трубопроводов. Она рекомендована для пространств, где используются сложные схемы прокладки систем со множественными поворотами, ответвлениями и уклонами.
Пайка в раструб предполагает, что полимерные конструкции стыкуются не напрямую друг с другом, а через пластиковые гладкостенные муфты – элементы, укрепляющие участки соединений и облегчающие сборку конструкции. Данная методика финансово более дорогая, чем стыковая. Ведь в этом случае увеличивается количество сварочных швов и затрачиваются деньги на приобретение муфты.
Схема работ по установке ПЭ коммуникаций в раструб выглядит так:
- края стыкуемых полимерных конструкций обрезаются под прямым углом. Далее им придается нужная форма, для чего используется фаскосниматель и калибровщик;
- заготовки очищаются от пыли, загрязнений и обезжириваются. С армированных поверхностей удаляется армированный слой;
- сварочный аппарат комплектуется насадками, крепится в станине и разогревается до требуемой температуры;
- фитинг устанавливается на основание первого калибра, а труба надевается в тело другого калибра;
- прибор прогревает и размягчает полиэтилен снаружи коммуникации, а также внутри муфты. Время нагрева полимеров разных марок указывается в специальных таблицах;
- заготовки удаляются с оснований, полиэтиленовое изделие прочно фиксируется в фитинге в течение 5-10 секунд;
- после спайки и корректировки деталей выполняется охлаждение до полного затвердения. Как правило, данный этап занимает 2-3 минуты;
- все последующие швы создаются по аналогичному принципу.
Комплектация раструбных агрегатов для сварки полиэтиленовых труб бывает разной. Сегодня можно купить прибор с двумя нагревательными блоками, которые включаются одновременно или второй используется как дублирующий. Нагревательные элементы имеют разную конфигурацию и внешний вид, но в основном выпускаются в форме треугольника.
Некоторые бренды предлагают приборы, в комплектацию которых входят ножницы для нарезки полимерных изделий, фаскосниматель, калиброватель, торцеватель и очищающая жидкость. Такие наборы очень удобны тем, что включают в себя идеально подобранное оборудование одного производителя и избавляют от утомительного поиска необходимых дополнительных устройств.