









Сварка металла полуавтоматом
 Сварка металла полуавтоматом - одна из разновидностей классической электродуговой сварки. Это легкий и безопасный процесс, обеспечивающий надежное соединение деталей при помощи тепловой энергии электрической дуги. Для ее создания используется специальное оборудование - сварочный полуавтомат.
Сварка металла полуавтоматом - одна из разновидностей классической электродуговой сварки. Это легкий и безопасный процесс, обеспечивающий надежное соединение деталей при помощи тепловой энергии электрической дуги. Для ее создания используется специальное оборудование - сварочный полуавтомат.
В ходе его работы образуется большое количество энергии, которая нагревает и расплавляет участки заготовок. После того как металл застынет и станет твердым, формируются швы, скрепляющие детали. По своему функционалу полуавтомат - это наиболее простая и одновременно универсальная техника, позволяющая соединять такие материалы, как:
- чугун;
- тонколистовые металлы;
- нержавеющая сталь;
- цветные металлы;
- высоколегированная сталь.
Функциональные и удобные полуавтоматы для сварки металла широко применяются на производстве и в домашних условиях. Хотя их стоимость выше, чем установок для дуговой сварки, они популярны и востребованы, потому что существенно облегчают процесс соединения деталей и обеспечивают высокое качество шва. С управлением таким прибором справится как профессионал, так и любитель.
Сварка металла полуавтоматом - преимущества
- Высокая производительность;
- Широкий диапазон рабочих металлов;
- Малая токсичность процесса;
- Отличное качество швов;
- Экономичность;
- Комфортное и простое управление.
В настоящее время производители выпускают огромный ассортимент полуавтоматов для обработки различных материалов в разных условиях. По мобильности (возможности перемещения) они классифицируются на переносные, передвижные и стационарные модели. Последние предназначены для установки на производствах.
Также эти устройства подразделяются по виду применяемых электродов. Самые дорогие -агрегаты универсального класса, выполняющие соединение посредством стальной и алюминиевой проволоки. В двух других видах оборудования применяются сплошные электроды из алюминия или аналоги из стали.
Сварка полуавтоматом в среде газа
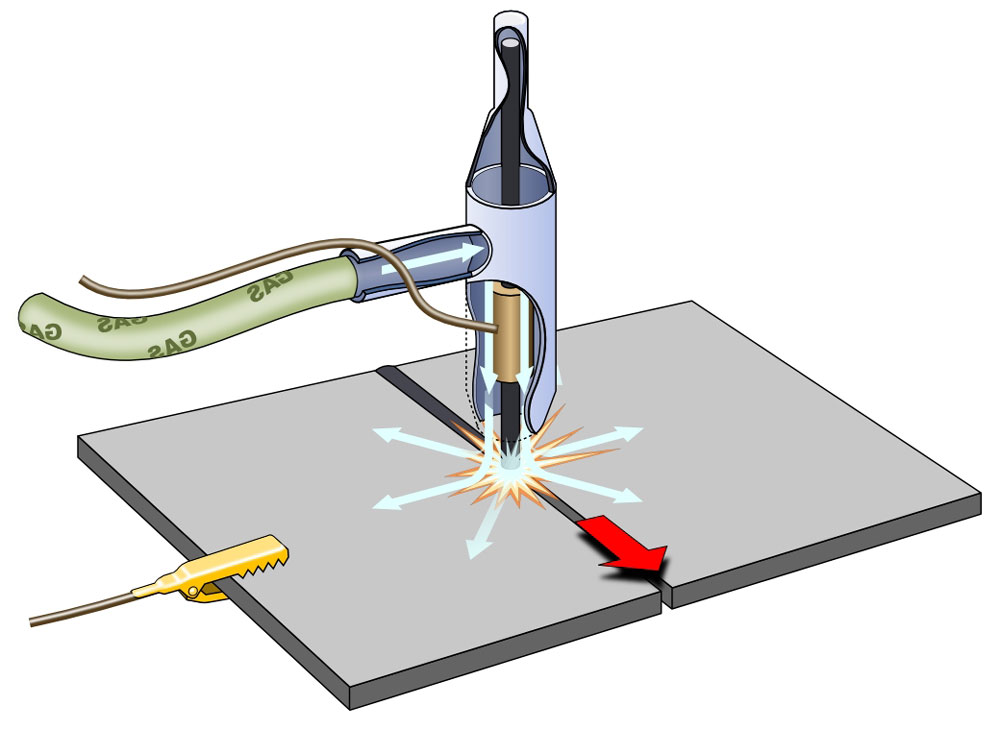
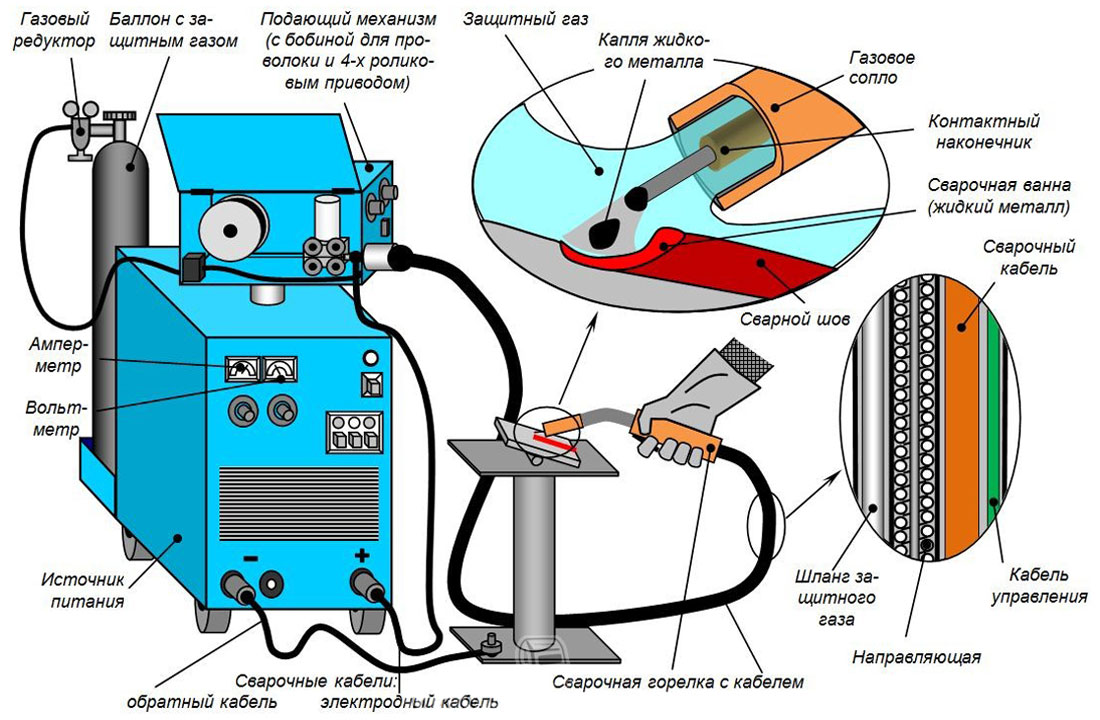 Для объединения металлов полуавтоматом используют два метода: в газовой среде и без газа. Каждый из способов оправдывает себя при работе в определенных ситуациях и имеет свои достоинства. Суть сварки полуавтоматом в среде газа заключена в следующем: во время непосредственного соединения заготовок в рабочую зону вместе с электродами подается инертный газ.
Для объединения металлов полуавтоматом используют два метода: в газовой среде и без газа. Каждый из способов оправдывает себя при работе в определенных ситуациях и имеет свои достоинства. Суть сварки полуавтоматом в среде газа заключена в следующем: во время непосредственного соединения заготовок в рабочую зону вместе с электродами подается инертный газ.
Его задача - защитить нагретые и расплавленные металлические детали от разрушительного воздействия кислорода. Использование газа существенно улучшает процесс сгорания проволоки и ее скрепления с обрабатываемым материалом. Сварка полуавтоматом, осуществляемая в среде газа, имеет множество преимуществ. Она проводится в разных частях здания не требует дорогостоящего оборудования.
В газовой среде можно соединять разные материалы с различными температурами плавления. При этом сварка происходит быстрее, а поверхности остывают медленнее. Имеется возможность контролировать все этапы формирования шва, регулировать мощность оборудования, температуру пламени и скорость подачи электродов.
Благодаря этому сварка полуавтоматом, выполняемая в среде газа, обеспечивает высокое качество швов, повышает скорость и эффективность процесса. Однако применение газа не позволяет работать в условиях сквозняка и ветра, поскольку воздух просто сдует защитный слой. Это обстоятельство немного сужает сферу использования такой сварки в строительстве. Но в стационарных условиях производства конкурентов у нее нет.
Сварка полуавтоматом без газа
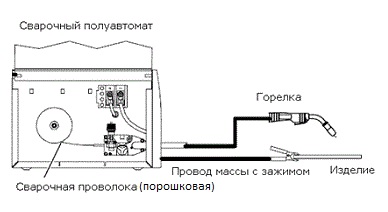 Конечно, газовая защита обеспечивает качественное соединение заготовок и надежные сверхпрочные швы. Но если сварка требуется нечасто, приобретать баллоны с газом невыгодно. В таком случае намного проще и удобней использовать сварку полуавтоматом без газа. В данном оборудовании вместо газовой защиты применяется специальная проволока (флюсовая или порошковая).
Конечно, газовая защита обеспечивает качественное соединение заготовок и надежные сверхпрочные швы. Но если сварка требуется нечасто, приобретать баллоны с газом невыгодно. В таком случае намного проще и удобней использовать сварку полуавтоматом без газа. В данном оборудовании вместо газовой защиты применяется специальная проволока (флюсовая или порошковая).
Она представляет собой стальные трубки, заполненные порошковым флюсом. Визуально флюс похож на электродную обмазку. В процессе сварки данный порошок сгорает и создает в зоне соединения деталей газовую защитную сферу. Таким образом, флюс успешно заменяет собой классический инертный газ.
Требования к проволоке для сварки полуавтоматом без применения газа прописаны в стандартах ГОСТ. Выбор данного инструмента зависит от поверхности используемого металла - титана, стали, меди и других. Стоимость разных видов проволоки может быть различной, а расход обусловлен объемом работ.
Преимущества сварки полуавтоматом без газа
- Работа в любых условиях (внутри здания, отрытая местность);
- Отсутствие тяжелого и энергоемкого газового оборудования;
- Контроль и регулировка параметров дуги;
- Использование проволоки с разным наполнением.
Технология сварки полуавтоматом
 Чаще всего технология сварки полуавтоматом применяется в мелко- и среднесерийном производстве. Ее использование рационально при массовом выпуске продукции с прямолинейными, криволинейными, круговыми, длинными и небольшими швами. Существуют следующие виды технологий сварки полуавтоматом:
Чаще всего технология сварки полуавтоматом применяется в мелко- и среднесерийном производстве. Ее использование рационально при массовом выпуске продукции с прямолинейными, криволинейными, круговыми, длинными и небольшими швами. Существуют следующие виды технологий сварки полуавтоматом:
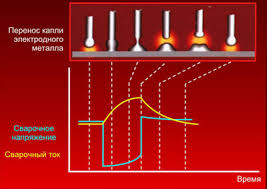
- на основе короткой дуги;
- со струйным переносом;
- импульсная.
Суть любой из них заключена в реализации оптимальных условий для выполнения сварочного процесса с учетом специфики обрабатываемого металла. Именно поэтому, чтобы правильно выбрать тот или иной способ соединения заготовок, необходимо учесть следующие параметры:
- интенсивность эксплуатации оборудования - работа в профессиональных или домашних условиях;
- обрабатываемый материал - алюминий, цветной металл, высоколегированная сталь и т.д.;
- предполагаемая нагрузка на питающую сеть;
- требования к качеству - степень надежности и ответственности конструкций;
- параметры сварных соединений - размеры, конфигурация, пространственное положение швов.
Ток сварки полуавтоматом
 Ток сварки - это ключевой параметр любого полуавтомата. Он означает показатель, при котором оборудование не перегревается выше допустимого значения и работает в нормальном режиме нагрузок. Максимальная величина тока сварки определяется толщиной металлов, которые обрабатывает полуавтомат и диаметром применяемых электродов.
Ток сварки - это ключевой параметр любого полуавтомата. Он означает показатель, при котором оборудование не перегревается выше допустимого значения и работает в нормальном режиме нагрузок. Максимальная величина тока сварки определяется толщиной металлов, которые обрабатывает полуавтомат и диаметром применяемых электродов.
Как правило, точные рекомендации по этой характеристике указываются производителем в эксплуатационном паспорте устройства. Для эффективной и безопасной работы желательно выбирать аппарат с определенным запасом по току. Подобная предусмотрительность объяснима несколькими причинами:
- полуавтомат для сварки с запасом тока не будет работать на пределе возможностей, перегреваться и выходить из строя;
- использование удлиненных кабельных трасс способствует снижению напряжения и уменьшению реальных значений электротока;
- иногда изготовители специально указывают в паспорте завышенные показатели номинального тока, в результате чего возможен перегрев и последующая поломка прибора.
Ручная сварка полуавтоматом
 Чтобы сварка полуавтоматом была удобной, безопасной и эффективной, нужно правильно подготовить оборудование к работе. Поверхность соединяемых материалов должна быть чистой, не содержать ржавчины, смазки, грязи, краски и других посторонних вкраплений. Для предварительной обработки используются специальные щетки и тряпки. После очищения заготовка обязательно обезжиривается.
Чтобы сварка полуавтоматом была удобной, безопасной и эффективной, нужно правильно подготовить оборудование к работе. Поверхность соединяемых материалов должна быть чистой, не содержать ржавчины, смазки, грязи, краски и других посторонних вкраплений. Для предварительной обработки используются специальные щетки и тряпки. После очищения заготовка обязательно обезжиривается.
Следующий обязательный этап подготовки к ручной сварке - настройка полуавтомата. Первым делом проверяется заземление и напряжение, потому что некоторые установки отрицательно воспринимают имеющиеся отклонения от нормативов и могут снизить скорость работы. Далее выставляется режим аппарата, настраивается горелка и механизм с электродами.
Если этим пренебречь, процесс ручной сварки полуавтоматом будет сопровождаться погрешностями, браком, большим расходом деталей и некорректной скоростью подачи электродов. Последний инструмент также стоит проверить на качество, отсутствие различных вмятин и повреждений.
Отрегулировав режим, желательно выполнить пробное соединение на черновых образцах. Если что-то пойдет не так, нужно снова откорректировать давление, мощность и скорость соединения. А если дуга ровная, устойчивая, а качество шва удовлетворительное, можно приступать к основной работе.
Как видно, сварка полуавтоматом - процесс несложный, но требующий внимательности и четкого соблюдения технологии. Без грамотных настроек оборудования добиться высококачественных сварных соединений будет проблематично. Поэтому перед началом работы необходимо изучить все особенности этой техники. Не стоит забывать, что включать устройство можно только тогда, когда надеты специальные средства защиты.